


1、生產(chǎn)線全部采用高性能的陶瓷纖維棉製品,確保爐子的保溫性能;在減小熱量的同時使得直接升溫(常(cháng)溫至630℃)2個(gè)小(xiǎo)時左右;同時也可實行程序分段升溫,升溫時間可調;
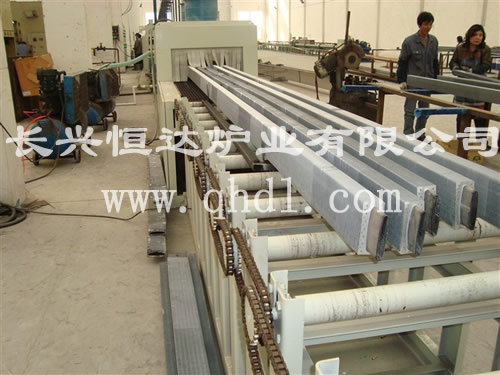
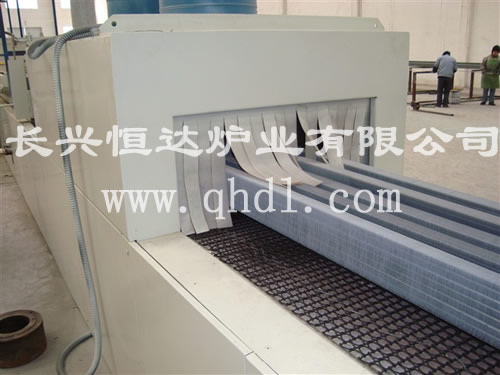
2、釺焊爐爐體馬弗(瑞典316L板材)采用大型折邊機(jī)一(yī)次成型,最大12米馬弗整板整體折邊,底部壓V型槽一條,整體馬弗隻(zhī)有側麵(miàn)兩條焊縫;整體一次型(xíng)馬弗減少了焊接時的應力變形,在使(shǐ)用(yòng)過程中減小受熱不均凹凸(tū)狀變形。
3、釺焊爐(lú)采用(yòng)上、下、前、後分區(qū),通過(guò)調功調壓控製,使得爐子控溫精度極(jí)高(gāo)(±1℃),釺焊區溫度均勻性在±2℃之內,確保釺焊(hàn)爐所需的敏感和特殊的溫度要求。
4、溫度控(kòng)製由智能溫控儀表實行PID調節,均勻升溫,可設(shè)定超溫報警,PID比例積分微分調節;網帶通過變頻器實行無級調速,傳(chuán)動是通過加速式開啟,減速式停止,減小(xiǎo)了(le)網帶瞬(shùn)間受力,並具有過載急停和報警。
5、采用人(rén)機界麵(觸摸屏(píng)),現場實地操作簡單;與儀表(biǎo)及變頻器實行RS485通訊(xùn),可對儀表進行溫度設定,溫度讀取,變(biàn)頻器設定,一次性可實時記錄至少7個區的溫度曲線和網帶運行速度,並可對數據進行下載→處理→分析,數據存儲≥1年;並可對各種風機、攪拌機、網帶傳送進行(háng)故障報警(jǐng)、顯示(shì)並記錄。
6、噴淋室釺(qiān)劑接觸麵全部使用不(bú)鏽鋼,兩側安(ān)裝(zhuāng)玻璃(lí)觀察窗,隨時觀察(chá)釺劑噴淋情況;噴淋頭使(shǐ)用90度向下扇形噴(pēn)頭,防止噴淋頭(tóu)堵塞;釺劑回收時安裝過濾網,過濾釺劑中的渣子,防止其對噴淋泵的損壞。
7、風冷(lěng)室(shì)配(pèi)備清渣室,通過清查室側(cè)門,可對釺焊爐內釺劑殘留進行清理;相比(bǐ)水冷:風冷不會被水腐蝕(shí),使用時不會因為冷熱產生嚴(yán)重變形,不需要循環冷卻(què)水。
8、設備升溫(wēn)時(shí)功率:100%,釺焊時(shí)運行功率:≤60%
產品詳情
上一篇:沒(méi)有了!
下一篇:家用空調冷凝器釺焊爐(lú)
